In wire drawing production, surface quality is a key factor determining product grade and selling price. A smooth, defect-free wire not only passes downstream processes (such as enameling, plating, or stranding) more easily but also significantly improves yield and customer satisfaction. However, many manufacturers often encounter issues like surface scratches or ripples, leading to rework, higher scrap rates, and even lost orders.
Are you currently troubled by these “stubborn” surface problems on your wire? This article starts with visual symptoms to help you quickly diagnose the root causes and provides practical solutions. Especially if you’re using traditional tungsten carbide (TC) dies with frequent reconditioning, you’ll see how PCD dies can help you completely eliminate these headaches.
1. Visual Diagnosis of Common Surface Defects: Identify the “Symptoms” at a Glance
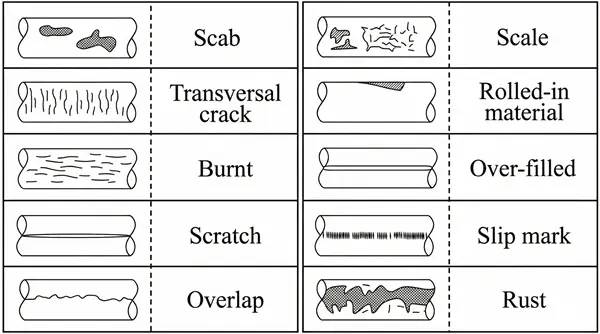
Surface defects in drawn wire often have typical characteristics that can be preliminarily identified with the naked eye or under a microscope. Here are some of the most common types:
-
Longitudinal Scratches (Die Lines): Continuous straight scratches running along the length of the wire, like thin grooves.
This defect usually indicates hard particles stuck in the die or wear in the bearing zone, causing the wire to be “scraped.”
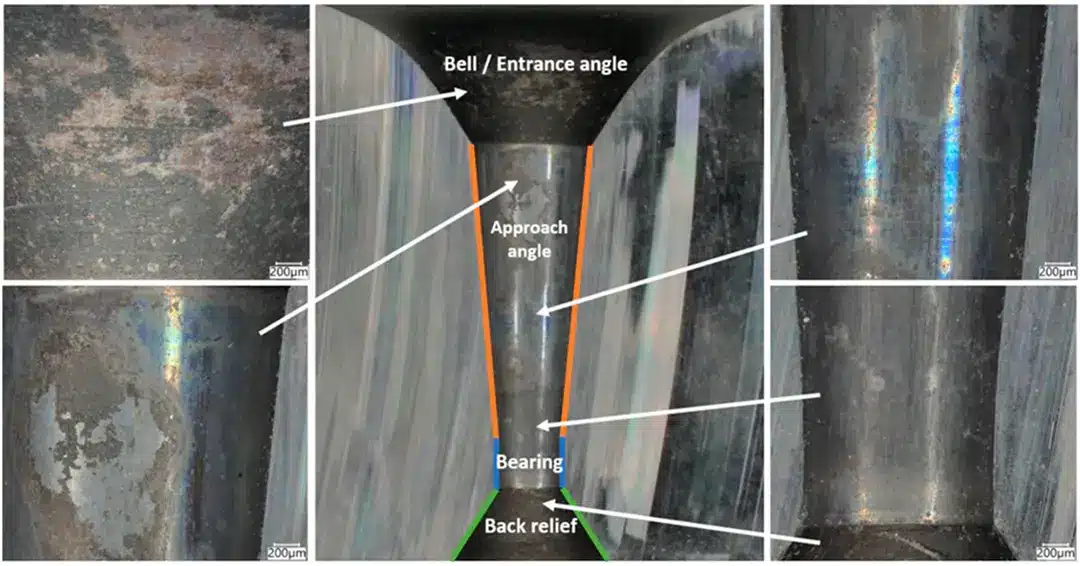 General view of the drawing die with a diameter of dk = 1.7 mm after drawing 50 tons of wire. Part I, typical wear after the drawing process. [1]
General view of the drawing die with a diameter of dk = 1.7 mm after drawing 50 tons of wire. Part I, typical wear after the drawing process. [1]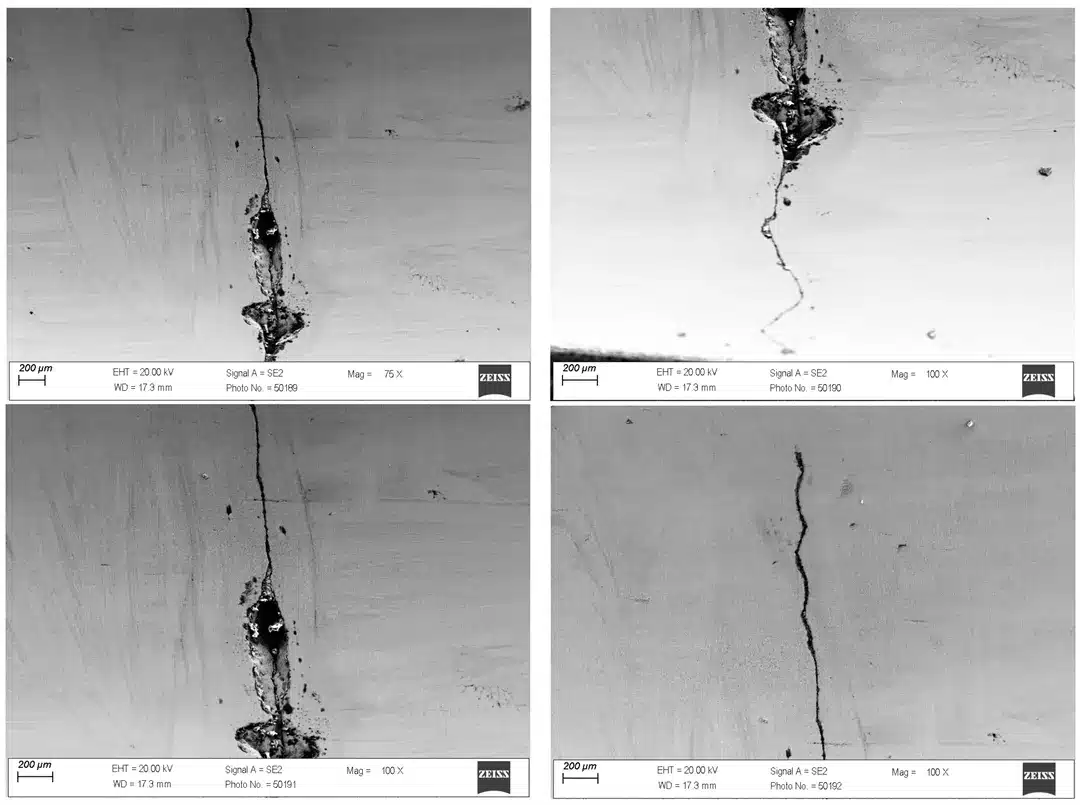 Surface of a drawing die with a diameter of dk = 5 mm in the fracture zone.[1]
Surface of a drawing die with a diameter of dk = 5 mm in the fracture zone.[1]
- Transverse Ripples/Chatter Marks: Regular transverse textures or waves on the wire surface, resembling a washboard.
This is often caused by die vibration, an overly short bearing zone, or excessive drawing speed leading to unstable wire movement.
-
Crow’s Feet Cracks: Fine cracks resembling a “V” or herringbone pattern, usually appearing in pairs.
This may signal lubrication failure and is often a precursor to central bursting; if not addressed promptly, it can lead to wire breakage.
 Breakage Analysis of Aluminum wire rod in Drawing Operation. [2]
Breakage Analysis of Aluminum wire rod in Drawing Operation. [2]
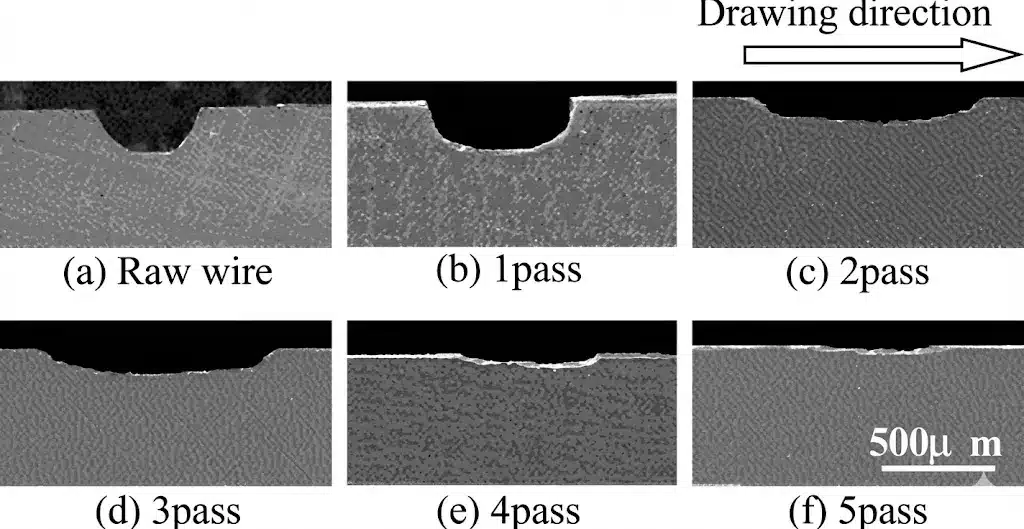
- Surface Flaking/Scabs: The metal surface peels off like fish scales, with local protrusions.
Common in raw materials with inclusions or due to poor lubrication causing overheating and friction-induced adhesion/peeling.
Do these look like the “symptoms” you’re seeing? Next, we’ll dive into the root causes and targeted solutions.
2. Root Cause Analysis and Solutions
Surface defects are rarely caused by a single factor; they typically involve the die, lubrication, and process. Let’s break them down one by one:
A. Die Factors (The Most Common Root Cause)
The die is the “final gate” for wire surface quality, and problems often originate here.
- Die Wear: Ring-shaped wear (ringing) in the bearing zone causes uneven scraping of the wire surface, leading to longitudinal scratches or ripples.Solution: Perform timely recutting/polishing to restore the die profile smoothness.
Upgrade Recommendation: If you’re using tungsten carbide (TC) dies, high reconditioning frequency and short lifespan are common. Switching to PCD (polycrystalline diamond) dies is recommended—their wear resistance is 15-30 times that of TC dies, significantly reducing wear issues, reconditioning costs, and downtime.
- Incorrect Die Geometry:
Bearing zone too short: Poor wire stability in the die, easily causing chatter marks.
Inappropriate entrance/lubrication angle: Lubricant cannot enter fully, leading to dry friction.
Solution: Re-optimize the die profile design and choose custom dies from professional suppliers.
B. Lubrication System Issues
Lubrication is the “blood” of wire drawing; failure directly increases friction.
-
Lubricant concentration too low, temperature too high, containing impurities, or poor filtration allowing metal powders to act as “abrasives” and scratch the wire.
Solution: Regularly monitor lubricant concentration, temperature, and cleanliness; strengthen filtration systems (e.g., multi-stage filtration) to ensure no impurities enter the die.
C. Raw Material and Process Factors
-
Incoming wire surface contamination: Oxide scale or dirt not cleaned properly, carried into the die causing scratches or flaking.
-
Poor alignment: Die and capstan not in a straight line, causing one-sided excessive force on the wire.
Solution: Enhance incoming wire cleaning (e.g., pickling + ultrasonic cleaning) and adjust equipment alignment for stable drawing.
3. Expert Prevention Tips: Insider Knowledge from Veterans
Prevention is better than cure. Here are some tips that can dramatically reduce defect rates:
- Regular Die Cleaning: Even if the die appears fine, perform ultrasonic cleaning after a certain tonnage to prevent dust or residue buildup.
- Proper Die Stringing: Ensure reasonable reduction ratio distribution across multiple passes (generally 20-25% per pass), avoiding overloading any single die and causing rapid wear.
- Monitor Drawing Parameters: Keep speed, lubrication temperature, and reduction rates within recommended ranges; use online inspection equipment for early detection and adjustment.
- Choose High Wear-Resistance Dies: Upgrade to PCD or nano-coated dies from the source for fundamentally improved surface quality stability.
Conclusion: Better Finish = Better Business
Wire surface defects directly impact your brand reputation and the performance of the final cable or wire product. Identifying the root cause early saves time and money.
Need a Second Opinion? Stop guessing.
Send us a photo of your wire defects (microscope or macro shot), and our engineering team will provide a FREE analysis.
We will then recommend the most suitable PCD or nano-coated dies solution for you.
Email: [email protected]
WhatsApp: +8618975857001
[1] Suliga, M., Szota, P., Kulasa, J., Brudny, A., & Burdek, M. (2025). Friction and Wear of Tungsten Carbide Dies in the Dry Drawing of Steel Wire. Materials, 18(7), 1409. https://doi.org/10.3390/ma18071409
[2] B. Moharana, Bashishth Kumar Kushwaha Published 2017 Engineering, Materials Science. Breakage Analysis of Aluminum wire rod in Drawing Operation