 The working principle of each area of the PCD drawing dies
The working principle of each area of the PCD drawing dies
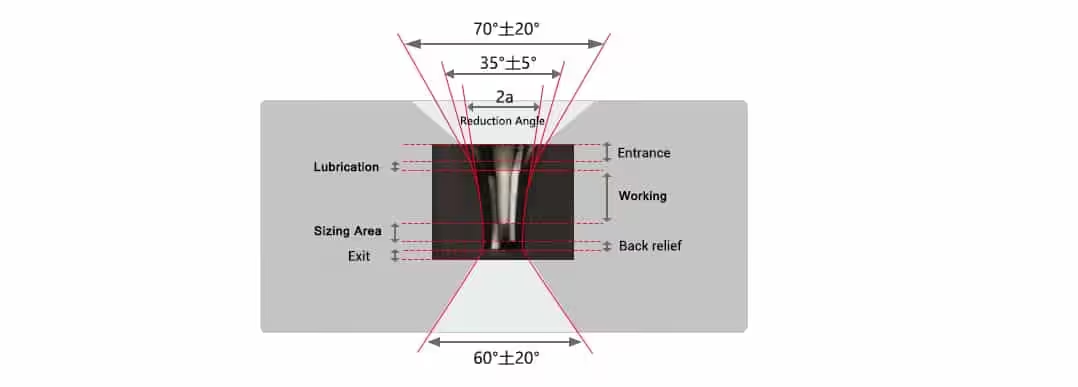
Entrance Area:
The entrance angle of the inner hole is a crucial parameter in PCD drawing dies. The inlet area of the PCD drawing dies shapes a smooth profile for lubrication and deformation zones, facilitating the lubricant’s access to the drawing dies’ working surface. Therefore, maintaining the wire’s contact point at the same level in the depressed area of the PCD drawing dies is essential.
Lubrication Area:
The lubrication area serves to store and inject lubricant into the work area. The taper angle of the lubrication area varies based on lubricant viscosity, wire diameter, and lubrication area length. To ensure the smooth entry of liquid lubricant into the working area, a larger lubrication area cone angle is typically selected.
Working Area:
The working area undergoes plastic deformation of the wire. Achieving concentricity between the wire axis and the inner hole of the PCD drawing dies during the drawing process is challenging. Excessive wear on the inner hole from previous drawings can lead to increased wire diameter, causing deformation outside the designated area. Hence, the working area’s length should exceed that of the actual deformation area.
Sizing Area:
The sizing area’s diameter is determined by the allowable tolerance of the wire rod and its elastic deformation during drawing. Insufficient sizing area length can result in wire shaking and the formation of coarse knots during drawing, leading to rapid wear of the PCD drawing dies’ inner hole and size deviations.
Exit Area:
The exit area typically forms a right angle in PCD drawing dies. This angle allows the PCD drawing dies to return to their original size multiple times without requiring retooling.