1. Metal Drawing Introduction
The process of drawing metal wires, rods, and bars is a crucial technique in the manufacturing industry. It involves reducing the cross-sectional area of the material while simultaneously elongating it, resulting in finer dimensions and improved mechanical properties. Although the concept of simply stretching the metal might seem plausible, this approach presents significant challenges, particularly the necking phenomenon, where localized thinning leads to wire breakage.
This article delves into the intricate world of metal drawing, exploring its principles, processes, hardware, and its comparison to other deformation methods.
2. The Limitations of Simple Stretching
At first glance, the idea of using a pulling force to stretch the wire might appear reasonable. It can indeed lead to elongation and some reduction in cross-sectional area. However, a critical issue arises: the necking phenomenon. As uniform stretching continues, all subsequent elongation concentrates at a single point known as a neck. This weakens the wire, causing it to thin and eventually break. This is due to the reduction in cross-sectional area surpassing the strength gained from work hardening. Therefore, while the idea of “dieless” drawing systems has been explored, they often fail due to their vulnerability to necking.
3. Understanding the Drawing Process
The drawing process involves the interplay of pulling and pressure forces, courtesy of the die. These forces work together to extend the wire and reduce its cross-sectional area as it passes through the die. This combination allows the drawing force to be less than the force required to stretch and subsequently break the wire downstream from the die. Nevertheless, attempting too drastic a reduction in cross-sectional area at the die can still lead to wire breakage. In practice, commercial drawing processes seldom exceed 60% of the as-drawn strength and rarely reduce the area by more than 30% to 35% in a single pass. Multiple drawing passes are usually necessary to achieve significant overall reductions.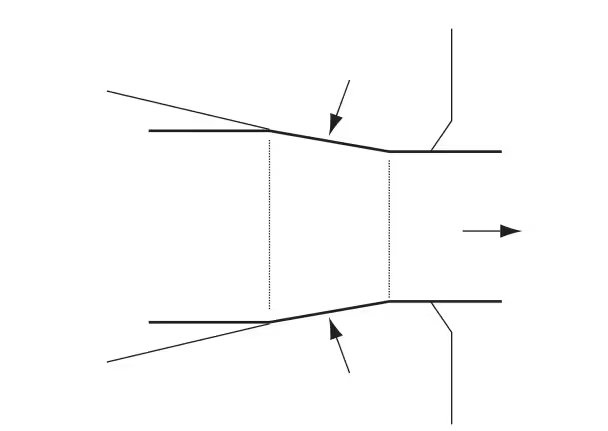
4. Comparing Drawing to Other Processes
The concept of using pulling or pushing forces in conjunction with dies or rolls is a fundamental principle underlying various deformation processes. This commonality can be observed across a spectrum of metalworking techniques, each tailored to specific materials, shapes, and desired outcomes. Drawing, as a subset of these techniques, possesses unique characteristics that set it apart from other processes.
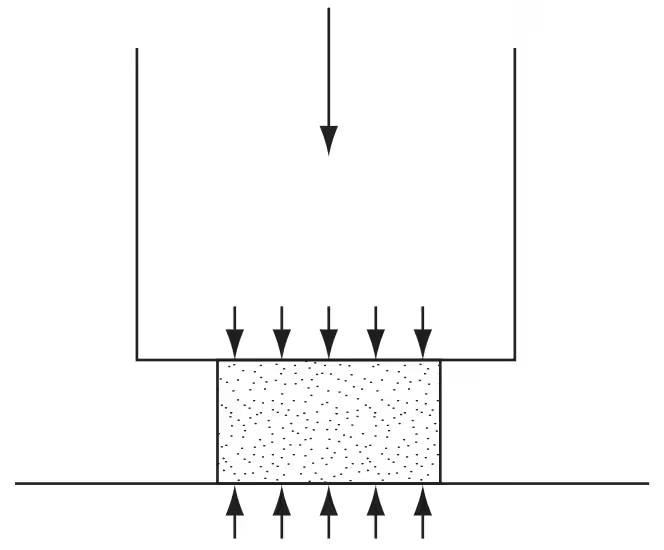
4.1. Forging and Upsetting
One of the most ancient metalworking methods, forging, involves shaping metal through localized compressive forces. Upsetting, a specific type of forging, focuses on increasing the diameter of a material by exerting pressure on its ends. In this process, the metal is subjected to compressive forces, which cause it to flow and fill the contours of the die. Unlike drawing, where elongation and cross-sectional reduction are the primary objectives, forging and upsetting primarily deal with shaping the material while retaining its mass.
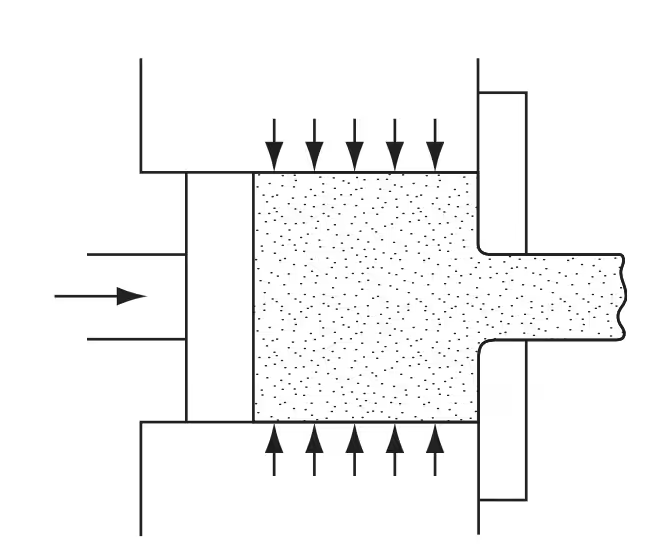
4.2. Extrusion: Beyond Simple Compression
Extrusion is another deformation process that employs forces to shape metal, but it differentiates itself from drawing due to its focus on complex cross-sectional shaping. In extrusion, a billet or slug of metal is pushed through a die to create intricate profiles, tubes, and other complex shapes. The die plays a crucial role in defining the final shape, and the extruded material experiences both compressive and shear forces. Unlike drawing, where elongation is prominent, extrusion allows for versatile shaping without significant elongation.
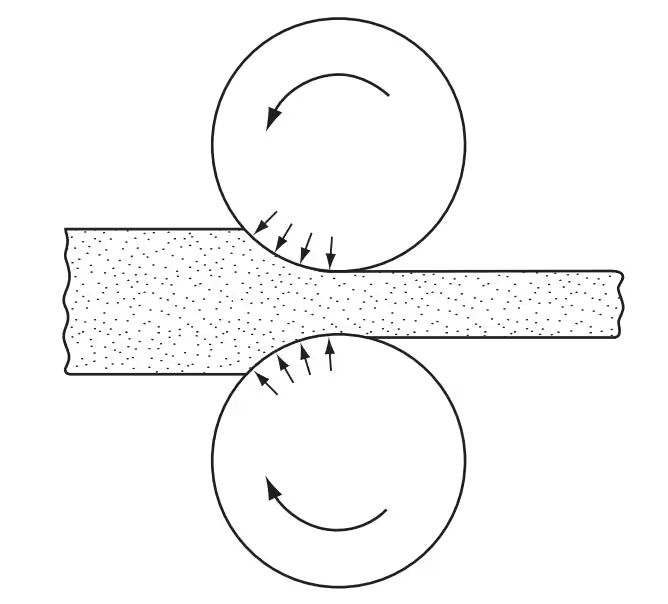
4.3. Rolling: A Continuous Reduction Process
Rolling, on the other hand, is a continuous process used to reduce the thickness of metal sheets or to shape long metal sections like bars or rails. It involves passing the material through a pair of rotating rolls that exert compressive forces. Unlike drawing, where the material undergoes elongation, rolling primarily focuses on controlling thickness while imparting desirable mechanical properties. It is widely used in the production of sheets, plates, and long metal products.
4.4. Distinctive Aspects of Drawing
In comparison to these processes, drawing stands out for its emphasis on elongation and cross-sectional reduction. While forging, extrusion, and rolling address shaping, thickness reduction, and complex profiling, drawing revolves around creating fine wires and achieving precise dimensions. The necking phenomenon encountered in drawing presents a unique challenge that is not as prominent in other techniques. Additionally, the lubrication requirements in drawing are distinct, considering the elongation and reduction involved, which may differ from the lubrication needs of forging, extrusion, or rolling.
While sharing the fundamental principle of utilizing forces and dies, drawing carves its own niche, catering to industries requiring meticulous dimensions, mechanical properties, and surface quality. By understanding the nuances of drawing and its distinctions from forging, extrusion, and rolling, manufacturers can orchestrate their metalworking endeavors with finesse, crafting products that resonate with precision and excellence.
5. The Hardware of the Drawing Process
The most important of the wire drawing process is the wire drawing die.
The most core types of wire drawing dies on the market are:
-
- PCD Wire Drawing Dies (Polycrystalline diamond wire drawing dies)
- SSCD Wire Drawing Dies (Synthetic single crystal diamond wire drawing dies)
- ND Wire Drawing Dies (Natural diamond wire drawing dies)
- TC Wire Drawing Dies (Tungsten carbide wire drawing dies)
- Nano diamond wire drawing dies.
- Other Wire Dies (Special-shaped custom drawing dies, Stranding Dies, Enameling Dies, Extrusion Dies/Tips)
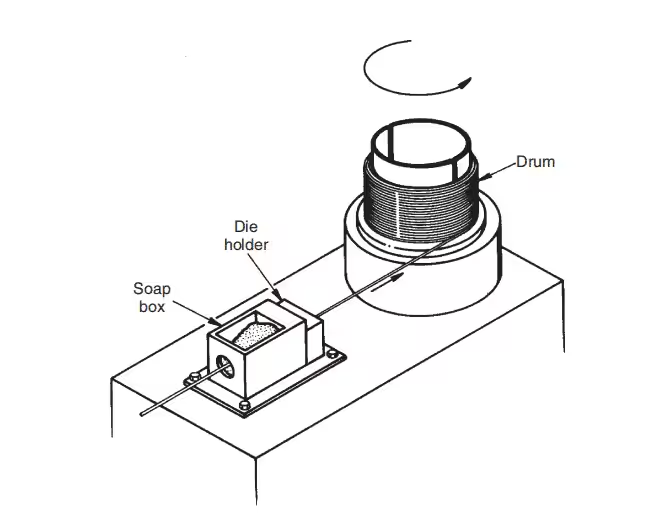
In addition to the die itself, a basic drawing operation requires a payoff and a take-up system. Lubrication is crucial to facilitate smooth wire passage through the die. Various lubrication methods exist, ranging from solid powdered soap lubricants to liquid lubricants applied directly or even submerging the drawing system. The process also involves pointing the wire, which entails reducing the diameter of the front end to allow passage through the die and secure winding onto the take-up.
About wire drawing dies, we are professional, welcome to contact us.